
BárPVCA PPR (Polipropilén Random Copolymer) a világon a legelterjedtebb nemfémes csőanyag, a világ számos más részén pedig a standard csőanyag. A PPR kötés nem PVC cementből készül, hanem egy speciális fúziós szerszámmal hevítik fel, és lényegében egésszé olvasztják. Ha a megfelelő berendezéssel helyesen készítik el, a PPR kötés soha nem fog szivárogni.
Melegítse fel a hegesztőszerszámot és készítse elő a csővezetéket
1
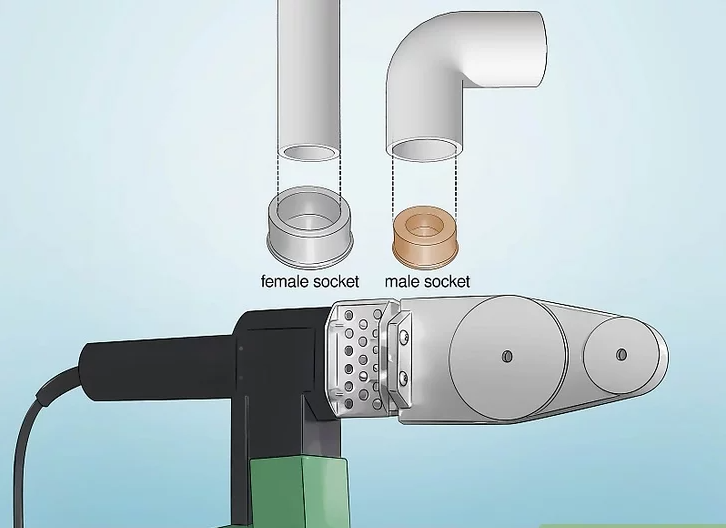
Helyezzen egy megfelelő méretű foglalatot a hegesztőszerszámra. A legtöbbPPRA hegesztőszerszámok különböző méretű külső és belső menetes csatlakozókkal rendelkeznek, amelyek megfelelnek a szokásos PPR csőátmérőknek. Ezért, ha 50 mm (2,0 hüvelyk) átmérőjű PPR csövet használ, válassza az 50 mm-es jelzésű hüvelypárt.
A kézi fúziós szerszámok jellemzően képesek kezelniPPR16-63 mm (0,63-2,48 hüvelyk) átmérőjű csövekhez, míg az asztali modellek legalább 110 mm (4,3 hüvelyk) átmérőjű csövekhez képesek.
Különböző modelleket találhat PPR hegesztőgépekből online, amelyek ára körülbelül 50 USD-tól több mint 500 USD-ig terjed.
2
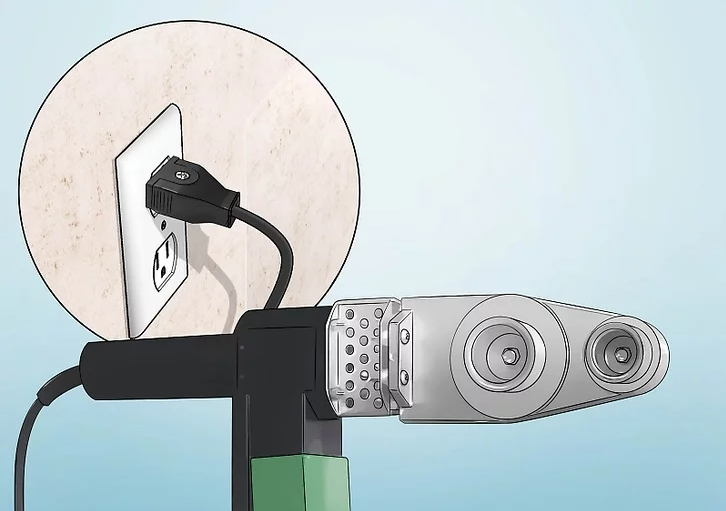
Helyezze be a hegesztőszerszámot a foglalat melegítésének megkezdéséhez. A legtöbb hegesztőszerszám szabványos 110 V-os aljzatba csatlakoztatható. A szerszám azonnal elkezd melegedni, vagy be kell kapcsolni a főkapcsolót. A modellek eltérőek lehetnek, de a szerszámnak eltarthat néhány percig, amíg a foglalatot a szükséges hőmérsékletre melegíti. [3]
Legyen nagyon óvatos a hőhegesztő használata során, és győződjön meg arról, hogy mindenki a közelben tudja, hogy az működik és forró. A csatlakozóaljzat hőmérséklete meghaladja a 250 °C-ot (482 °F), és súlyos égési sérüléseket okozhat.
3
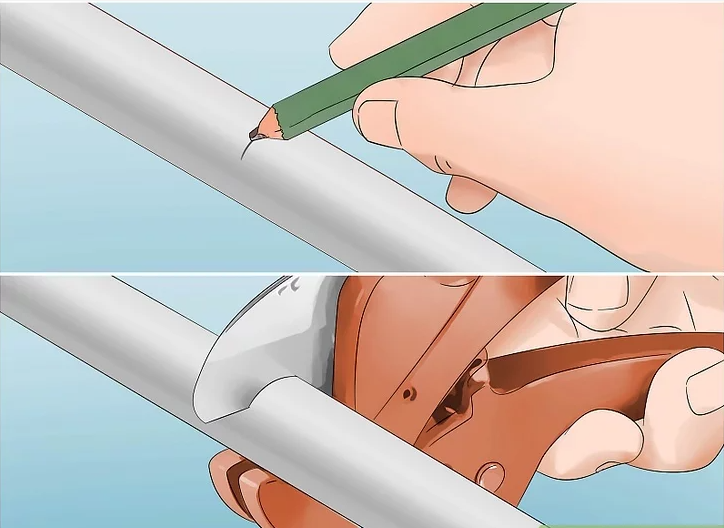
Vágja le a csövet a kívánt hosszúságúra sima, tiszta vágással. Amikor a hegesztőszerszám felmelegedett, használjon egy hatékony szerszámot a cső megjelölésére és a kívánt hosszúságra vágására, hogy tiszta, a tengelyre merőleges vágást kapjon. Sok hegesztőszerszám-készlet fel van szerelve ravaszos vagy szorítós csővágóval. Az utasításoknak megfelelően használva ezek sima, egyenletes vágást eredményeznek a PPR-ben, ami nagyon alkalmas fúziós hegesztéshez. [4]
A PPR csövek különféle kézi fűrészekkel, elektromos fűrészekkel vagy kerekes csővágókkal is vághatók. Ügyeljen azonban arra, hogy a vágás a lehető legsimább és legegyenletesebb legyen, és finom csiszolópapírral távolítsa el az összes sorját.
4
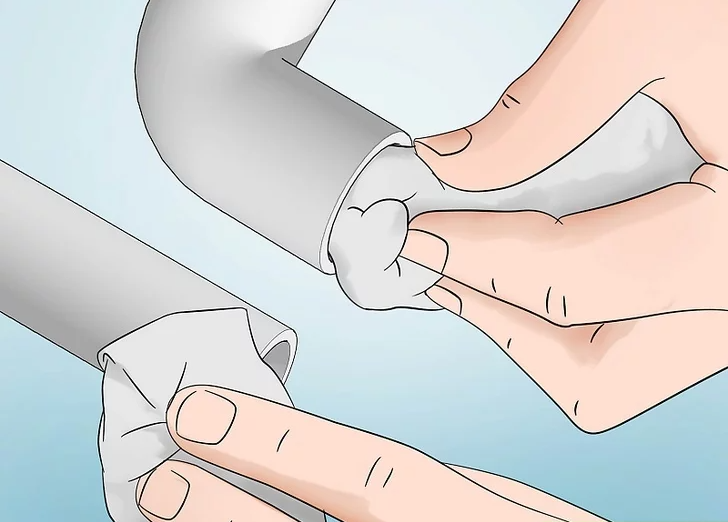
Tisztítsa meg a PPR alkatrészeket egy ruhával és az ajánlott tisztítószerrel. A hegesztőkészlete javasolhat vagy akár tartalmazhat is egy speciális tisztítószert PPR csövekhez. Kövesse az utasításokat, és használja ezt a tisztítószert a cső külső részén és a csatlakoztatandó szerelvények belsejében. Hagyja a darabokat egy ideig száradni. [5]
Ha nem tudja, milyen típusú tisztítószert kell használnia, kérjük, vegye fel a kapcsolatot a hegesztőeszköz gyártójával.
5
Jelölje meg a hegesztési mélységet a csőcsatlakozás végén. A hegesztőszerszámkészlethez tartozhat egy sablon a megfelelő hegesztési mélység megjelöléséhez különböző átmérőjű PPR csöveken. Használjon ceruzát a cső megfelelő megjelöléséhez.
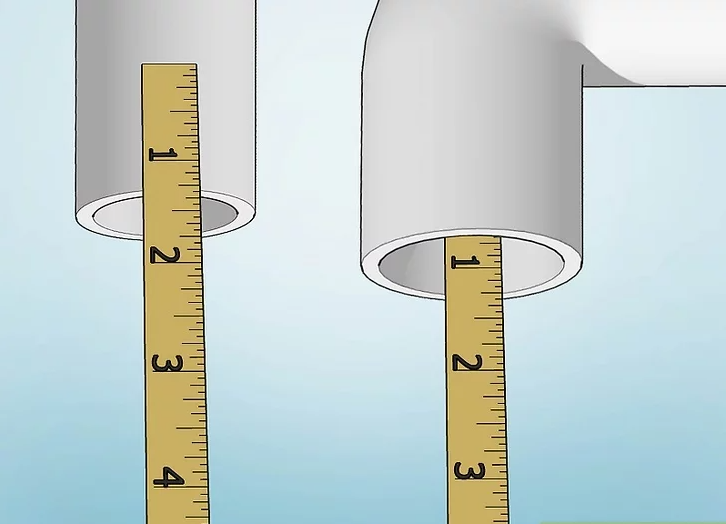
Vagy beillesztheti a mérőszalagot a használt idomba (például egy 90 fokos könyökidomba), amíg az el nem éri a idom egy kis kiemelkedését. Vonjon le 1 mm-t (0,039 hüvelyket) ebből a mélységmérésből, és jelölje meg ezt a cső hegesztési mélységeként.
6
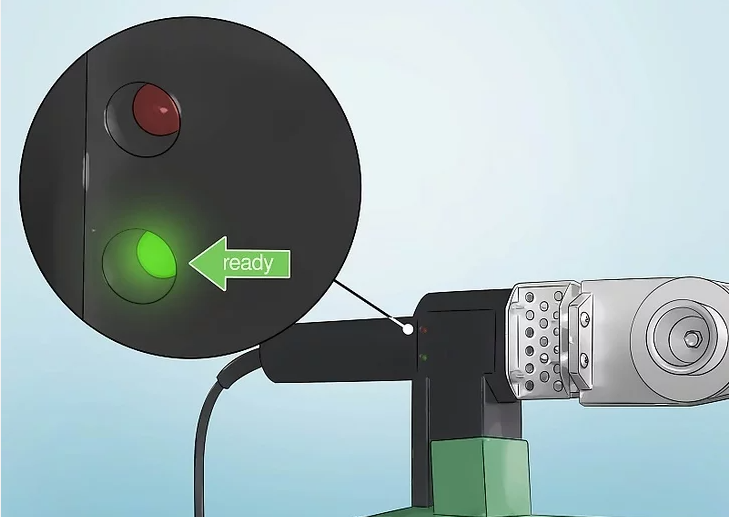
Győződjön meg arról, hogy a hegesztőszerszám teljesen felmelegedett. Sok hegesztőszerszám rendelkezik kijelzővel, amely jelzi, ha a szerszám felmelegedett és használatra kész. A célhőmérséklet általában 260 °C (500 °F).
Ha a hegesztőszerszáma nem rendelkezik hőmérséklet-kijelzővel, akkor szondával vagy infravörös hőmérővel leolvashatja a hőmérsékletet a foglalatról.
Hőmérsékletjelző rudakat (pl. Tempilstik) is vásárolhatsz hegesztőkellékeket árusító boltokban. Válassz olyan fa rudakat, amelyek 260 °C-on olvadnak, és érintsd meg velük mindegyik foglalatot.
Közzététel ideje: 2021. dec. 31.



